

结构与工作原理
结构:主要由主机及控制机构两大部分组成。主机部分包括机身、主缸、顶出缸及充液装置等,机身采用整体钢板焊接框架式机架,整体刚性好,抗压强度高1。
工作原理:通过液压泵将机械能转换成液压能,使专用液压油通过液压管路进入油缸 / 活塞,油缸 / 活塞里的密封件防止液压油泄露,最后通过单向阀使液压油在油箱循环,油缸 / 活塞循环做功,实现能量的转换、调节和输送,完成各种锻造工艺动作1。
性能特点
压力与精度:压力可按压制工艺要求调整,能够提供较大的锻造力,满足盘类锻件和轴类锻件的成型需求。通过液压控制可以实现精确的动作位置和力量控制,保证锻件的尺寸精度和表面质量8。
操作灵活性:具有调整、手动、半自动三种操作方式,以及定程、定压两种成型工艺规范,可根据不同的盘类锻件和轴类锻件的锻造工艺要求进行灵活选择和调整3。
生产效率:合模后起压快,达到额定压力仅需几秒钟,且滑块速度在空程下行、工作和回程阶段都有较高的速度表现,能够有效缩短锻造周期,提高生产效率13。
适用范围
盘类锻件:常用于加工各种圆盘状的零件,如齿轮盘、法兰盘、涡轮盘、离合器盘等2。
轴类锻件:适用于制造各种轴类零件,如传动轴、半轴、曲轴、阶梯轴、花键轴等2。
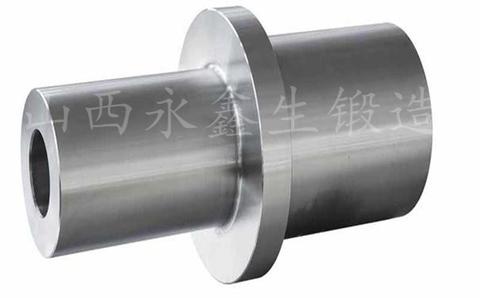 工业零件 轴类锻件
工业零件 轴类锻件
对锻件质量的影响
改善组织结构:在锻造过程中,金属坯料在高压下产生塑性变形,原来的粗大晶粒被破碎和细化,使金属的组织结构更加致密、均匀,从而提高了锻件的强度、韧性等力学性能。
消除内部缺陷:通过施加较大的压力,能够使钢锭内原有的偏析、疏松、气孔、夹渣等缺陷得到压实和焊合,提高了金属的致密度,降低了锻件内部存在缺陷的风险,提高了锻件的质量和可靠性。